

浏览数量: 42 作者: 本站编辑 发布时间: 2025-10-29 来源: 本站
在工业管道系统的搭建中,管件的选择直接关系到整个系统的安全性、稳定性和使用寿命。ASME B16.11 不锈钢承插焊管件凭借其符合国际高标准、性能卓越等优势,成为众多工业领域的理想选择。下面,我们将从标准介绍、产品类型、尺寸参数、安装应用、优缺点对比及应用范围等方面,全面了解这款优质管件。
ASME B16.11 是由美国机械工程师协会(ASME)制定的关于承插焊和螺纹锻制管件的标准。该标准在全球范围内具有极高的认可度和权威性,为锻制管件的设计、制造、检验等环节提供了统一、严格的规范,确保了管件产品的质量一致性和可靠性,是工业领域选择合适的锻制管件的重要参考依据。
ASME B16.11 标准适用于公称管径(NPS)从 1/8 到 4 的承插焊和螺纹锻制管件,涵盖了多种压力等级,能满足不同工业场景下管道系统的压力需求。无论是低压的普通输送管道,还是中高压的工艺管道,只要在标准规定的管径和压力范围内,都可依据该标准选用合适的管件。
产品种类 | 承插焊管件(SW)和螺纹管件 (TH) |
尺寸 | 1/8"- 4" / DN6 - DN100 |
压力等级 | Class2000,3000, 6000,9000 |
生产标准 | ASME B16.11, BS3799,GB/T 14383 |
碳钢 | ASTM A105/A105N |
不锈钢 | ASTM A182 F304/304L/304H、F316/316L、F317、F310S、F321、F347、F904L |
低温钢 | ASTM A350 LF2 / LF3 |
管线钢 | ASTM A694 F42 / 46 / 52 / 56 / 65 / 70 |
合金钢 | ASTM A182 F5 / F9 / F11 / F12 / F22 / F91 / F92 |
此标准包含承插焊和螺纹管件两种类型,其中承插焊管件主要有承插焊弯头(SW Elbow)、承插焊三通(SW Tee)、承插焊四通(SW Cross)、承插焊管帽(SW Cap)、承插焊管箍(SW Coupling)、承插焊接头(Boss)等类型。这些不同类型的管件,可满足管道系统中转弯、分支、封堵、连接等多种安装需求,为管道系统的灵活搭建提供了有力支持。
ASME B16.11 标准规范内容十分全面,涉及管件的材料要求、尺寸公差、制造工艺、压力温度额定值、检验与试验方法、标志与标识等多个方面。尺寸公差方面,对管件的外径、内径、壁厚、长度等关键尺寸做出了严格规定,确保管件之间的互换性和连接精度;制造工艺上,规范了锻造、焊接等加工过程,保证管件的结构完整性和性能稳定性;压力温度额定值则根据不同材料和规格,明确了管件在不同温度下所能承受的压力,为管道系统的安全运行提供了重要保障;检验与试验方法包括外观检查、尺寸测量、无损检测、水压试验等,全方位排查管件可能存在的质量问题;标志与标识要求在管件上清晰标注标准编号、公称管径、压力等级、材料牌号等信息,方便用户识别和追溯。
ASME B16.11 不锈钢承插焊管件产品类型多样,每种类型都有其独特的结构和用途,具体如下:

承插焊弯头主要用于管道系统中改变介质的流动方向,常见的角度有 45°、90° 和 180°。其采用承插焊接方式,一端为承口,另一端为插口,安装时将管道插入承口后进行焊接,连接牢固且密封性能好。该类型管件适用于各种需要转弯的管道场景,如工业厂房内的工艺管道、市政工程中的给排水管道等,能有效减少介质在流动过程中的阻力,保证管道系统的顺畅运行。

承插焊三通用于管道系统的分支连接,可实现介质的分流或合流。它有三个接口,分别为主管接口和两个支管接口,均采用承插焊结构。根据支管与主管的直径关系,可分为等径三通和异径三通。等径三通的三个接口直径相同,适用于需要等径分支的管道;异径三通的支管直径与主管直径不同,能满足不同管径管道之间的分支连接需求。承插焊三通在石油、化工、天然气等领域的管道系统中应用广泛,为介质的高效输送提供了便利。

承插焊四通具有四个接口,可实现管道系统中介质的双向分支,即同时从主管的两个方向分出支管,或使两个不同方向的介质汇入主管。其结构复杂但性能可靠,同样采用承插焊连接方式,密封性能优异。该管件主要用于一些复杂的管道系统,如大型化工装置中的工艺管道网络,能有效简化管道布局,提高管道系统的空间利用率。

承插焊管帽用于管道的端部封堵,防止管道内介质泄漏或外界杂质进入管道。它的一端为承口,与管道端部的插口连接,通过焊接实现密封。承插焊管帽根据形状可分为圆形管帽、椭圆形管帽等,不同形状的管帽适用于不同的管道端部结构和压力等级。在管道系统的末端、设备进出口封堵等场景中,承插焊管帽发挥着重要作用,保障了管道系统的安全和清洁。

承插焊半管接头(SW Boss)属于 ASME B16.11 标准体系锻制管件,核心是带环形凸台的承插焊结构。它专为在主管道、设备或容器上引出小口径分支管设计,适用于不同连接形式的过渡,以及空间有限或需要频繁拆卸的管道部位,如船舶狭小空间内的管道连接,既能保证连接牢固,又便于后期维护。

以承插焊接的连接形式进行管道连接的管箍被成为承插管箍,它的连接形式是将钢管插入承插孔内进行焊接。承插管箍的品种包括双承口管箍、单承口管箍,其中双承口管箍有等径和异径之分。由于采用承插结构,使得管道接头降低了成本、安装、使用、维修极为方便。
ASME B16.11 不锈钢承插焊管件的公称管径(NPS)范围为 1/8 英寸至 4 英寸,这一区间能满足工业管道系统中多样化的管径需求。在压力范围方面,该管件提供 CLASS3000、CLASS6000 和 CLASS9000 三个压力等级选择。
产品种类 | 承插焊弯头、承插焊三通、四通、承插焊管帽、承插焊管箍、承插焊半管接头 |
尺寸 | 1/8”- 4” / DN6 - DN100 |
压力等级 | Class3000, 6000,9000 |
生产标准 | ASME B16.11, BS3799,GB/T 14383 |




| 承插45°弯头 | 承插90°弯头 | 承插三通 | 承插四通 | ||||||||||||||||||
| SW 45° Elbow | SW 90° Elbow | SW Tee | SW Cross | ||||||||||||||||||
| GB/T 14383 ASME B16.11 | |||||||||||||||||||||
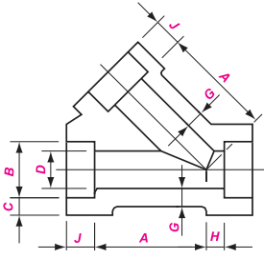
| 公称尺寸 Nominal Size | 承插孔径 Socket Bore Dia. | 流通孔径 Bore Dia. of Fittings | 承插孔壁厚 Socket Wall Thickness | 本体壁厚 Body Wall | 承插孔深度 Depth of Socket | 中心至承插孔底 Center to Bottom of Socket | |||||||||||||||
| DN | NPS | B | D | C | G min | J min | A | ||||||||||||||
| 3000 | 6000 | 9000 | 3000 | 6000 | 9000 | 3000 | 6000 | 9000 | 90 Elbow,Tee,Cross | 45 Elbow | |||||||||||
| ave | min | ave | min | ave | min | 3000 | 6000 | 9000 | 3000 | 6000 | 9000 | ||||||||||
| 6 | 1/8 | 10.9 | 6.1 | 3.2 | 3.18 | 3.18 | 3.96 | 3.43 | 2.41 | 3.15 | 9.5 | 11 | 11 | 8 | 8 | ||||||
| 8 | 1/4 | 14.3 | 8.5 | 5.6 | 3.78 | 3.3 | 4.6 | 4.01 | 3.02 | 3.68 | 9.5 | 11 | 13.5 | 8 | 8 | ||||||
| 10 | 3/8 | 17.7 | 11.8 | 8.4 | 4.01 | 3.5 | 5.03 | 4.37 | 3.2 | 4.01 | 9.5 | 13.5 | 15.5 | 8 | 11 | ||||||
| 15 | 1/2 | 21.9 | 15 | 11 | 5.6 | 4.67 | 4.09 | 5.97 | 5.18 | 9.53 | 8.18 | 3.73 | 4.78 | 7.47 | 9.5 | 15.5 | 19 | 25.5 | 11 | 12.5 | 15.5 |
| 20 | 3/4 | 27.3 | 20.2 | 14.8 | 10.3 | 4.9 | 4.27 | 6.96 | 6.04 | 9.78 | 8.56 | 3.91 | 5.56 | 7.82 | 12.5 | 19 | 22.5 | 28.5 | 13 | 14 | 19 |
| 25 | 1 | 34 | 25.9 | 19.9 | 14.4 | 5.69 | 4.98 | 7.92 | 6.93 | 11.38 | 9.96 | 4.55 | 6.35 | 9.09 | 12.5 | 22.5 | 27 | 32 | 14 | 17.5 | 20.5 |
| 32 | 11/4 | 42.8 | 34.3 | 28.7 | 22 | 6.07 | 5.28 | 7.92 | 6.93 | 12.14 | 10.62 | 4.85 | 6.35 | 9.7 | 12.5 | 27 | 32 | 35 | 17.5 | 20.5 | 22.5 |
| 40 | 11/2 | 48.9 | 40.1 | 33.2 | 27.2 | 6.35 | 5.54 | 8.92 | 7.8 | 12.7 | 11.12 | 5.08 | 7.14 | 10.15 | 12.5 | 32 | 38 | 38 | 20.5 | 25.5 | 25.5 |
| 50 | 2 | 61.2 | 51.7 | 42.1 | 37.4 | 6.93 | 6.04 | 10.92 | 9.5 | 13.84 | 12.12 | 5.54 | 8.74 | 11.07 | 16 | 38 | 41 | 54 | 25.5 | 28.5 | 28.5 |
| 65 | 21/2 | 73.9 | 61.2 | 8.76 | 7.62 | 7.01 | 16 | 41 | 28.5 | ||||||||||||
| 80 | 3 | 89.9 | 76.4 | 9.52 | 8.3 | 7.62 | 16 | 57 | 32 | ||||||||||||
| 100 | 4 | 115.5 | 100.7 | 10.69 | 9.35 | 8.56 | 19 | 66.5 | 41 | ||||||||||||




| 双承口管箍 | 单承口管箍 | 半管接头 | 承插焊管帽 | 承插焊45°三通 | ||||||||||||||||||||
| SW Coupling | SW Half-Coupling | Boss | SW Cap | SW 45° Latera | ||||||||||||||||||||
| GB/T 14383 ASME B16.11 | ||||||||||||||||||||||||
| 公称尺寸 Nominal Size | 承插孔径 Socket Bore Dia. | 流通孔径 Bore Dia. of Fittings | 承插孔壁厚 Socket Wall Thickness | 本体壁厚 Body Wall | 承插孔深度 Depth of Socket | 长度 Laying Lengths | 长度 Laying Lengths | 顶部厚度 End Wall Thickness | 中心至承插孔底 Center to Bottom of Socket | |||||||||||||||
| DN | NPS | B | D | C | G min | J min | E | F | K min | A | H | |||||||||||||
| 3000 | 6000 | 9000 | 3000 | 6000 | 9000 | 3000 | 6000 | 9000 | 3000 | 6000 | 9000 | 3000 | 6000 | 3000 | 6000 | |||||||||
| ave | min | ave | min | ave | min | |||||||||||||||||||
| 6 | 1/8 | 10.9 | 6.1 | 3.2 | 3.18 | 3.18 | 3.96 | 3.43 | 2.41 | 3.15 | 9.5 | 6.5 | 16 | 4.8 | 6.4 | |||||||||
| 8 | 1/4 | 14.3 | 8.5 | 5.6 | 3.78 | 3.30 | 4.6 | 4.01 | 3.02 | 3.68 | 9.5 | 6.5 | 16 | 4.8 | 6.4 | |||||||||
| 10 | 3/8 | 17.7 | 11.8 | 8.4 | 4.01 | 3.50 | 5.03 | 4.37 | 3.2 | 4.01 | 9.5 | 6.5 | 17.5 | 4.8 | 6.4 | |||||||||
| 15 | 1/2 | 21.9 | 15 | 11 | 5.6 | 4.67 | 4.09 | 5.97 | 5.18 | 9.53 | 8.18 | 3.73 | 4.78 | 7.47 | 9.5 | 9.5 | 22.5 | 6.4 | 7.9 | 11.2 | 41 | 51 | 9.5 | 11 |
| 20 | 3/4 | 27.3 | 20.2 | 14.8 | 10.3 | 4.9 | 4.27 | 6.96 | 6.04 | 9.78 | 8.56 | 3.91 | 5.56 | 7.82 | 12.5 | 9.5 | 24 | 6.4 | 7.9 | 12.7 | 51 | 60 | 11 | 13 |
| 25 | 1 | 34 | 25.9 | 19.9 | 14.4 | 5.69 | 4.98 | 7.92 | 6.93 | 11.38 | 9.96 | 4.55 | 6.35 | 9.09 | 12.5 | 12.5 | 28.5 | 9.6 | 11.2 | 14.2 | 60 | 71 | 13 | 16 |
| 32 | 11/4 | 42.8 | 34.3 | 28.7 | 22 | 6.07 | 5.28 | 7.92 | 6.93 | 12.14 | 10.62 | 4.85 | 6.35 | 9.7 | 12.5 | 12.5 | 30 | 9.6 | 11.2 | 14.2 | 71 | 81 | 16 | 17 |
| 40 | 11/2 | 48.9 | 40.1 | 33.2 | 27.2 | 6.35 | 5.54 | 8.92 | 7.8 | 12.7 | 11.12 | 5.08 | 7.14 | 10.15 | 12.5 | 12.5 | 32 | 11.2 | 12.7 | 15.7 | 81 | 98 | 17 | 21 |
| 50 | 2 | 61.2 | 51.7 | 42.1 | 37.4 | 6.93 | 6.04 | 10.92 | 9.5 | 13.84 | 12.12 | 5.54 | 8.74 | 11.07 | 16 | 19.0 | 30 | 9.6 | 11.2 | 14.2 | 71 | 81 | 16 | 17 |
| 65 | 21/2 | 73.9 | 61.2 | 8.76 | 7.62 | 7.01 | 16 | 19.0 | 43 | 15.7 | 19 | 151 | 30 | |||||||||||
| 80 | 3 | 89.9 | 76.4 | 9.52 | 8.30 | 7.62 | 16 | 19.0 | 44.5 | 19.0 | 22.4 | 184 | 57 | |||||||||||
| 100 | 4 | 115.5 | 100.7 | 10.69 | 9.35 | 8.56 | 19 | 19.0 | 48 | 22.4 | 28.4 | 201 | 66 | |||||||||||
连接型式 | 级别代号 | 适配的管子壁厚等级 |
承插焊 | 3000 |
|
6000 | Sch160 | |
9000 | XXS |
ASME B16.11 承插焊管件的安装质量直接影响管道系统的运行效果,以下是详细的安装步骤和注意事项:
检查管件和管道的质量,确保管件符合 ASME B16.11 标准要求,表面无裂纹、凹陷、腐蚀等缺陷,管道的外径、壁厚等尺寸与管件匹配。
清理管件的承口和管道的插口表面,去除油污、铁锈、灰尘等杂质,保证连接表面的清洁度,以提高焊接质量和密封性能。
根据管道系统的设计要求,准备好所需的焊接材料(如焊条、焊丝)、焊接设备、工具(如角磨机、卷尺、水平仪)以及安全防护用品(如焊工手套、护目镜、安全帽)。
管道切割与坡口加工:根据安装尺寸要求,使用管道切割机将管道切割成合适的长度,切割面应平整、无毛刺。然后采用角磨机等工具对管道插口端进行坡口加工,坡口角度一般为 30°-45°,以便于焊接操作和保证焊缝质量。
管道插入承口:将加工好坡口的管道插口端插入管件的承口内,确保管道插入深度达到管件承口深度的要求(可参考尺寸参数表中的承口深度 L),并保证管道与管件的中心线对齐,避免出现偏移或倾斜现象。
定位与固定:使用夹具或支架将管件和管道固定牢固,防止在焊接过程中发生位移,影响焊接精度和连接质量。同时,利用水平仪等工具检查管件和管道的水平度或垂直度,确保符合安装规范要求。
焊接操作:根据管件和管道的材料材质,选择合适的焊接方法(如电弧焊、氩弧焊)和焊接参数。焊接时,应先在承口与插口的间隙处进行点固焊,固定好管件和管道的相对位置,然后再进行连续焊接。焊接过程中,要保证焊缝饱满、均匀,无夹渣、气孔、裂纹等焊接缺陷,确保焊接强度和密封性能。
焊后处理:焊接完成后,应对焊缝进行清理,去除焊渣、飞溅物等杂质。然后根据需要对焊缝进行无损检测(如射线检测、超声波检测),检查焊缝内部质量是否符合要求。对于有防腐要求的管道系统,还应在焊后对焊缝及管件表面进行防腐处理(如涂刷防腐涂料、镀锌等),提高管件的耐腐蚀性能,延长使用寿命。
安装过程中,应严格按照设计图纸和相关规范要求进行操作,确保管件的安装位置、方向正确,符合管道系统的工艺流程需求。
焊接操作人员必须具备相应的焊接资质和操作技能,熟悉所采用焊接方法的操作规程和注意事项,确保焊接质量。
在低温或高温环境下安装时,应采取相应的防护措施,如对管件和管道进行预热或保温处理,防止因温度变化导致管件或管道出现变形、开裂等问题。
安装完成后,应对管道系统进行水压试验或气密性试验,检查管道系统的密封性能和强度是否符合要求。试验压力和试验时间应根据管道系统的设计压力和相关规范确定,试验过程中如发现泄漏等问题,应及时进行修复处理,直至试验合格。
密封性能优异:承插焊连接方式通过焊接将管件与管道紧密结合,焊缝饱满、均匀,能有效阻止介质泄漏,尤其适用于输送易燃易爆、有毒有害介质的管道系统,确保生产安全。
结构强度高:不锈钢材料本身具有较高的强度和硬度,再加上承插焊的连接方式,使管件与管道成为一个整体,大大提高了管道系统的整体结构强度和抗振动能力,能承受较高的工作压力和温度变化,适应复杂的工业环境。
耐腐蚀性能好:采用不锈钢材料制造,具有良好的耐化学腐蚀、电化学腐蚀性能,能抵抗酸、碱、盐等多种腐蚀性介质的侵蚀,在化工、石油、海洋工程等腐蚀性较强的领域应用广泛,使用寿命长。
流阻小:管件内部通道光滑,无明显的局部阻力损失,介质在管道内流动顺畅,能有效降低管道系统的能量消耗,提高输送效率,尤其适用于对介质流速要求较高的管道系统。
安装灵活性较高:该系列管件类型多样,尺寸规格齐全,能满足不同管径、不同角度、不同分支需求的管道连接,可灵活应对各种复杂的管道布局,方便管道系统的设计和安装。
安装难度较大:承插焊连接需要进行焊接操作,对操作人员的技术水平要求较高,安装过程相对复杂,需要专业的焊接设备和工具,安装周期较长,增加了管道系统的安装成本和时间成本。
拆卸不便:一旦焊接完成,管件与管道之间形成固定连接,如需对管道系统进行检修、维护或更换管件,需要将焊缝切割开,拆卸过程繁琐,会对管道系统造成一定的破坏,增加了后期维护的难度和成本。
不适用于大管径管道:ASME B16.11 标准规定的的尺寸范围从1/8英寸到4 英寸,对于管径大于 4 英寸的管道系统,承插焊管件的连接强度和密封性能难以满足要求,因此不适用于大管径管道的连接。
焊接质量影响大:焊接质量直接决定了承插焊管件的连接性能和使用寿命。如果焊接过程中出现夹渣、气孔、裂纹等焊接缺陷,会严重影响焊缝的强度和密封性能,可能导致管道系统出现泄漏等安全隐患,需要进行严格的焊后检测和质量控制,增加了生产和安装成本。

在工业管道系统中,ASME B16.11 不锈钢承插焊管件与螺纹管件都是常用的管件类型,两者在连接方式、性能特点、适用场景等方面存在明显差异,具体优劣对比如下:
承插焊管件:采用焊接连接,通过焊缝将管件与管道紧密结合,密封性能优异,能有效防止介质泄漏,尤其适用于高压、高温及输送易燃易爆、有毒有害介质的管道系统。
螺纹管件:采用螺纹连接,依靠螺纹之间的配合以及密封填料(如生料带、密封胶)实现密封。由于螺纹连接存在间隙,密封性能相对较差,在高压、高温或输送腐蚀性较强介质的管道系统中,容易出现介质泄漏现象,密封可靠性不如承插焊管件。
承插焊管件:焊接连接使管件与管道成为一个整体,结构强度高,能承受较高的工作压力和温度变化,抗振动能力强,在受到外力作用时不易发生松动或损坏,适用于对结构强度要求较高的管道系统。
螺纹管件:螺纹连接属于可拆卸连接,螺纹之间的咬合强度有限,整体结构强度较低,不能承受过高的工作压力和振动荷载,在长期运行过程中,容易因螺纹松动导致连接失效,适用于低压、常温及无剧烈振动的管道系统。
承插焊管件:安装需要进行焊接操作,对操作人员技术要求高,安装过程复杂,安装周期长;一旦安装完成,拆卸困难,需要切割焊缝,会对管道系统造成破坏,不利于管道的检修和维护。
螺纹管件:安装无需焊接,只需通过扳手等工具将管件与管道拧紧即可,安装过程简单便捷,安装周期短;拆卸时也较为方便,只需将螺纹松开即可,便于管道的检修、维护和更换管件,尤其适用于需要经常拆卸的管道系统。
承插焊管件:由于其密封性能好、结构强度高,适用于高压、高温、易燃易爆、有毒有害介质及腐蚀性较强的工业管道系统,如石油化工、天然气、电力、冶金等领域。
螺纹管件:由于其密封性能和结构强度相对较差,适用于低压、常温、无腐蚀性或腐蚀性较弱介质的管道系统,如民用建筑中的给排水、供暖、空调管道,以及一些低压工业辅助管道系统。
承插焊管件:由于其制造工艺复杂,材料消耗较多,再加上安装需要专业的焊接设备和技术人员,安装成本较高,整体经济性相对较差。但由于其使用寿命长,维护成本低,在长期运行的高压、重要管道系统中,综合经济性仍具有一定优势。
螺纹管件:制造工艺相对简单,材料利用率高,生产成本较低;安装无需专业焊接设备和技术人员,人工成本和时间成本较少,初期投入成本低。但由于其密封性能和结构强度较差,在使用过程中容易出现泄漏等问题,需要频繁进行检修和维护,后期维护成本较高。且在一些对管道系统安全性要求较高的场景中,可能因频繁故障导致生产中断,造成额外的经济损失,综合经济性在长期运行中不如承插焊管件。
ASME B16.11 不锈钢承插焊管件凭借其优异的性能,在多个工业领域和场景中都有着广泛的应用,具体如下:
石油化工领域:适用于输送易燃易爆、有毒有害、强腐蚀性介质的石油炼制装置、化工生产装置、油气输送管道等。
天然气领域:常用于天然气长输管道分支、城市管网入户、加气站管道系统,保障天然气输送安全。
电力领域:满足火力发电和核电中高温高压蒸汽、水、油等介质输送需求,用于关键设备连接管道。
冶金领域:适用于冶金行业高温熔融金属输送、冷却水处理、煤气输送等场景,应对振动、腐蚀挑战。
水处理领域:可用于各类供水、污水、循环水、纯水管道,保证水质,减少维护。
食品医药领域:符合食品医药卫生标准,用于原料、成品输送管道,保障产品质量安全。
ASME B16.11 不锈钢承插焊管件凭借国际标准认证、优异性能及广泛适用性,成为工业管道系统的理想选择。其在高压、高温、强腐蚀等严苛环境,以及食品、医疗等高卫生要求领域均表现出色,有效保障管道系统安全稳定运行。随着行业对管道系统要求持续提升,该管件未来应用前景十分广阔。
严格质控:从原料采购到产品交付,全流程把控承插焊管件质量,每批产品多轮检测,确保符合国际标准。
定制服务:可根据客户需求,定制特殊尺寸、压力等级、材料的承插焊管件。
快速交付:常见规格承插焊管件库存充足,保障订单准时交付,满足紧急需求。
专业售后:经验丰富的业务团队,为客户提供专业的技术支持及问题解决方案。
若您需要采购承插焊管件,欢迎联系我们,我们将为您提供优质产品与专业服务。
电话:18625862121






