

























 |

在工业管道系统中,对焊管帽作为密封管道重要配件,承担着密封管道、防止介质泄漏与外界杂质侵入的重要作用。其中,符合 ASME B16.9 标准的对焊管帽凭借严格的尺寸控制、稳定的结构性能与广泛的材质适配性,成为石油、化工、电力等领域的重要管道配件。
对焊管帽是一种采用焊接方式与管道端口实现连接的封闭性管件,其主要功能是阻断管道内介质流动、保护管道内部环境,同时可作为管道系统的检修端口或临时封堵端口。从外观来看,常见的对焊管帽呈半球形、椭圆形、碟形、锥形或平板形,其中半球形与椭圆形因受力均匀、抗压力强的特点,在高压管道中应用最为广泛;碟形管帽则因制造难度较低、成本可控,适合中低压场景;平板形管帽结构简单,多用于低压、常温的非关键管道系统。
从种类划分,对焊管帽可根据材质分为碳钢管帽、不锈钢管帽、合金钢管帽等;按制造工艺可分为锻造管帽、冲压管帽与铸造管帽,其中锻造管帽因金属晶粒更致密、力学性能更优异,在高压、高温等严苛工况中占比更高。在用途上,对焊管帽不仅是管道系统的 “终端守护者”,还可用于管道分支处的临时封堵、设备检修时的介质隔离,以及特殊工况下的压力缓冲部件。
在生产与材质标准方面,对焊管帽的制造需遵循严格的行业规范:生产标准除核心的 ASME B16.9(美国机械工程师协会管件标准)外,还包括 GB/T 12459(中国钢制对焊管件标准)、EN 10253(欧洲钢制对焊管件标准)等;材质标准则根据使用场景的介质特性、温度压力要求确定,常见的有 ASTM A234(碳钢及合金钢管件材质标准)、ASTM A403(不锈钢管件材质标准)、ASTM A815(高合金钢管件材质标准)等,确保管帽的材质性能与管道系统完全匹配。
ASME B16.9 标准全称为《工厂制造的锻钢对焊管件》(Factory-Made Wrought Steel Buttwelding Fittings),是全球范围内对焊管件设计、制造、检验的核心规范,其适用范围覆盖了公称尺寸1/2 英寸至 48英寸、壁厚范围包括SCH 10 - SCH 160, XXS;产品种类包括对焊管帽、弯头、三通、异径管等产品,兼容碳钢、不锈钢、合金钢等多种材质,广泛应用于各类工业管道领域。
在规范要求上,ASME B16.9 标准严格规范了对焊管件的技术参数:首先是尺寸精度,标准明确规定了管件的外径、壁厚、坡口角度、中心距等关键尺寸的公差范围,例如对焊管帽的坡口角度需控制在 37.5°±2.5°,壁厚偏差不得超过标准壁厚的 ±12.5%,确保与管道焊接时的贴合度;此外,标准还对管件的表面质量、无损检测(如超声波检测、射线检测)、热处理工艺、标识要求等做出详细规定,确保每一件产品的质量一致性与可追溯性。
在包含的产品类型上,ASME B16.9 标准除了对焊管帽外,还涵盖了多种常用对焊管件:90° 与 45° 长半径 / 短半径弯头、180° 回弯管、等径 / 异径三通、同心 / 偏心异径管、管接头等,这些产品共同构成了完整的对焊管件体系,可满足管道系统的转向、分支、变径等连接需求,且所有产品的尺寸与连接方式均保持统一,便于不同厂家产品的互换与系统集成。
| 尺寸 | 1/2" - 48" / DN15 - 1200 |
| 厚度 | SCH 10 - SCH 160, XXS |
| 国标 | GB/T12459, GB/T13401, HG/T21635/21631, SH3408/3409 |
| 美标 | ANSI / ASME B16.9 / MSS SP 43 |
| 日标 | JIS B2311/2312/2313 |
| 德标 | DIN2605/2615/2616/2617 |
| 欧标 | EN10253 |
| 碳钢 | Q235, 20#, 35#, 45#, 20G,ASTM A234 WPB/WPC |
| 低温钢 | Q345B, 16Mn, ASTM A420 WPL6 |
| 管线钢 | ASTM A860 WPHY 42 / 46 / 56 / 60 / 65 |
| 合金钢 | ASTM A234 WP11 / WP12 / WP 5 / WP9 / WP91 / WP92, 15CrMoG, 12Cr1MoVG, 12Cr5Mo, 1Cr5Mo, Cr9Mo, 10CrMo910, 12CrMo4-5 |
| 不锈钢 | ASTM A403 WP304/304L/304H, 316/316L, 310S, 317,347,904L, |
| 双相不锈钢 | ASTM A815 S32205, S31803, 32750, 32760 |
尺寸与重量是 ASME B16.9 对焊管帽的核心技术参数,直接影响其与管道的匹配性和安装稳定性。在尺寸方面,标准以公称尺寸(NPS)和壁厚为基础,确定了不同规格管帽的关键尺寸:对于 NPS 1/2 至 NPS 48的管帽,标准规定了外径(OD)、内径(ID)、壁厚(t)、顶部厚度(t1)、坡口长度(L)等参数。
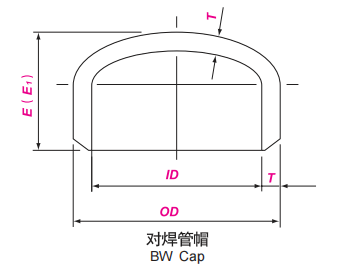
| 公称尺寸 Nominal Size | 端部外径 outside Diameter at Bevel | 长度 Length | 对尺寸E的限制厚度 Limiting Wall Thickness for Length E | ||
| DN | NPS | OD | E | E1 | |
| 15 | 1/2 | 21.3 | 25 | 25 | 4.57 |
| 20 | 3/4 | 26.7 | 25 | 25 | 3.81 |
| 25 | 1 | 33.4 | 38 | 38 | 4.57 |
| 32 | 1 ¼ | 42.2 | 38 | 38 | 4.83 |
| 40 | 1 ½ | 48.3 | 38 | 38 | 5.08 |
| 50 | 2 | 60.3 | 38 | 44 | 5.59 |
| 65 | 2 ½ | 73.0 | 38 | 51 | 7.11 |
| 80 | 3 | 88.9 | 51 | 64 | 7.62 |
| 90 | 3 ½ | 101.6 | 64 | 76 | 8.13 |
| 100 | 4 | 114.3 | 64 | 76 | 8.64 |
| 125 | 5 | 141.3 | 76 | 89 | 9.65 |
| 150 | 6 | 168.3 | 89 | 102 | 10.92 |
| 200 | 8 | 219.1 | 102 | 127 | 12.70 |
| 250 | 10 | 273.0 | 127 | 152 | 12.70 |
| 300 | 12 | 323.8 | 152 | 178 | 12.70 |
| 350 | 14 | 355.6 | 165 | 191 | 12.70 |
| 400 | 16 | 406.4 | 178 | 203 | 12.70 |
| 450 | 18 | 457.0 | 203 | 229 | 12.70 |
| 500 | 20 | 508.0 | 229 | 254 | 12.70 |
| 550 | 22 | 559.0 | 254 | 254 | 12.70 |
| 600 | 24 | 610.0 | 267 | 305 | 12.70 |
| 650 | 26 | 660.0 | 267 | ﹍ | ﹍ |
| 700 | 28 | 711.0 | 267 | ﹍ | ﹍ |
| 750 | 30 | 762.0 | 267 | ﹍ | ﹍ |
| 800 | 32 | 813.0 | 267 | ﹍ | ﹍ |
| 850 | 34 | 864.0 | 267 | ﹍ | ﹍ |
| 900 | 36 | 914.0 | 267 | ﹍ | ﹍ |
| 950 | 38 | 965.0 | 305 | ﹍ | ﹍ |
| 1000 | 40 | 1016.0 | 305 | ﹍ | ﹍ |
| 1050 | 42 | 1067.0 | 305 | ﹍ | ﹍ |
| 1100 | 44 | 1118.0 | 343 | ﹍ | ﹍ |
| 1150 | 46 | 1168.0 | 343 | ﹍ | ﹍ |
| 1200 | 48 | 1219.0 | 343 | ﹍ | ﹍ |
注释:
1)管帽形状为标准椭圆形。
2)管帽的长度不大于限制厚度时为E,大于限制厚度时为E1;当管帽的公称尺寸≥DN 650(NPS 26)时,长度为E1按采购方与制造商的尺寸制造,或按照制造商的尺寸供货。
| 公称尺寸 | NPS | Sch20 | Sch30 | STD | Sch40 | Sch60 | XS | Sch80 | Sch100 | Sch120 | Sch140 | Sch160 | XXS |
| DN | |||||||||||||
| 15 | 1/2 | 0.04 | 0.04 | 0.04 | 0.06 | 0.06 | 0.08 | 0.11 | |||||
| 20 | 3/4 | 0.05 | 0.05 | 0.05 | 0.07 | 0.07 | 0.11 | 0.15 | |||||
| 25 | 1 | 0.1 | 0.12 | 0.12 | 0.16 | 0.16 | 0.22 | 0.32 | |||||
| 32 | 1 ¼ | 0.13 | 0.16 | 0.16 | 0.22 | 0.22 | 0.28 | 0.43 | |||||
| 40 | 1 ½ | 0.16 | 0.19 | 0.19 | 0.26 | 0.26 | 0.36 | 0.52 | |||||
| 50 | 2 | 0.21 | 0.26 | 0.26 | 0.36 | 0.36 | 0.57 | 0.73 | |||||
| 65 | 2 ½ | 0.4 | 0.44 | 0.44 | 0.59 | 0.59 | 0.80 | 1.18 | |||||
| 80 | 3 | 0.65 | 0.73 | 0.73 | 1.08 | 1.08 | 1.48 | 2.02 | |||||
| 90 | 3 ½ | 0.9 | 1.07 | 1.07 | 1.51 | 1.51 | |||||||
| 100 | 4 | 1.04 | 1.30 | 1.30 | 1.85 | 1.85 | 2.4 | 2.91 | 3.69 | ||||
| 125 | 5 | 2.10 | 2.10 | 3.06 | 3.06 | 4.07 | 5.09 | 6.1 | |||||
| 150 | 6 | 3.19 | 3.19 | 4.93 | 4.93 | 6.41 | 8.2 | 9.86 | |||||
| 200 | 8 | 4.45 | 4.92 | 5.72 | 5.72 | 7.21 | 8.88 | 8.88 | 10.6 | 12.8 | 14.5 | 16.1 | 15.6 |
| 250 | 10 | 6.89 | 8.46 | 10.1 | 10.1 | 13.9 | 13.8 | 16.4 | 19.8 | 23.3 | 27.6 | 31 | 27.6 |
| 300 | 12 | 9.75 | 12.9 | 14.6 | 15.9 | 21.9 | 19.5 | 26.9 | 32.9 | 39 | 43.9 | 51.2 | 39 |
| 350 | 14 | 14.6 | 17.6 | 17.5 | 20.5 | 27.7 | 23.3 | 35 | 43.8 | 51.1 | 58.4 | 65.7 | |
| 400 | 16 | 18.3 | 22.1 | 22.1 | 29.4 | 38.6 | 29.4 | 49.7 | 60.7 | 71.7 | 84.6 | 93.8 | |
| 450 | 18 | 23.4 | 32.9 | 28.2 | 42.2 | 56.3 | 37.5 | 70.4 | 86.8 | 103 | 117 | 134 | |
| 500 | 20 | 35.1 | 46.8 | 35.1 | 55.6 | 76.0 | 46.8 | 96.5 | 120 | 141 | 164 | 184 | |
| 550 | 22 | 42.7 | 56.9 | 42.7 | 99.7 | 57.0 | 128 | 157 | 185 | 214 | 242 | ||
| 600 | 24 | 49.7 | 74.5 | 49.7 | 91.2 | 129 | 66.3 | 162 | 203 | 240 | 273 | 311 | |
| 650 | 26 | 74.0 | 55.6 | 74.1 | |||||||||
| 700 | 28 | 82.4 | 103 | 61.8 | 82.4 | ||||||||
| 750 | 30 | 91.2 | 114 | 68.5 | 91.2 | ||||||||
| 800 | 32 | 101 | 126 | 75.4 | 138 | 101 | |||||||
| 850 | 34 | 110 | 138 | 82.7 | 152 | 110 | |||||||
| 900 | 36 | 120 | 150 | 90.2 | 180 | 120 | |||||||
| 950 | 38 | 104 | 139 | ||||||||||
| 1000 | 40 | 113 | 150 | ||||||||||
| 1050 | 42 | 122 | 162 | ||||||||||
| 1100 | 44 | 138 | 184 | ||||||||||
| 1150 | 46 | 148 | 197 | ||||||||||
| 1200 | 48 | 158 | 210 |

ASTM A234 WPB是应用最广泛的碳钢对焊管件材质,其化学成分以碳(≤0.30%)、锰(0.29%-1.06%)为主,力学性能优异,抗拉强度≥415MPa,屈服强度≥240MPa。该材质管帽具有良好的焊接性能,采用电弧焊、气体保护焊等常规焊接工艺即可实现可靠连接,且成本较低,适用于输送水、蒸汽、石油、天然气等中性或弱腐蚀性介质的管道系统,如石油化工装置的工艺管道、城市供热管网、电力电站的汽水管道等。
化学成分
| CHEMICAL | LIMITS | C | Mn | P | S | Si | Cr | Mo | Ni | Cu | V |
| ASTM A234 WPB | MIN | 0.29 | 0.10 | ||||||||
| MAX | 0.30 | 1.06 | 0.050 | 0.058 | 0.40 | 0.15 | 0.40 | 0.40 | 0.08 |
机械性能
| MATERIAL | T.S (MPA) | Y.S (MPA) | EL % | HARDNESS |
| ASTM A234 WPB | 415 min | 240 min | 22 min | 197 max |
在制造与检验方面,ASTM A234 WPB 碳钢管帽需经过热锻成型、正火处理(消除内应力)、表面喷丸除锈等工艺,成品需通过水压试验(试验压力为公称压力的 1.5 倍)、磁粉检测(检测表面裂纹)等检验项目,确保无泄漏、无缺陷。

ASTM A403 标准涵盖了奥氏体不锈钢、双相不锈钢等多种不锈钢材质对焊管件,其中最常用的是 WP304(18-8 不锈钢)、WP316(18-10-2 不锈钢)两种材质。WP304 不锈钢管帽含铬 18%-20%、镍 8%-11%,具有优良的耐氧化性和耐一般腐蚀性能,可在 - 270℃至 870℃的宽温度范围使用;WP316 不锈钢管帽因添加了 2%-3% 的钼元素,耐点蚀、耐晶间腐蚀性能显著提升,尤其适用于含氯离子、硫酸根离子的腐蚀性介质环境,如海水处理管道、化工酸碱输送管道、食品医药生产设备管道等。
化学成分
| CHEMICAL | LIMITS | C | Mn | P | S | Si | Ni | Cr | Mo |
| ASTM A403 WP304 | MIN | 8.0 | 18.0 | ||||||
| MAX | 0.08 | 2.00 | 0.045 | 0.030 | 1.00 | 11.0 | 20.0 | ||
| ASTM A403 WP304L | MIN | 8.0 | 18.0 | ||||||
| MAX | 0.03 | 2.00 | 0.045 | 0.030 | 1.00 | 11.0 | 20.0 | ||
| ASTM A403 WP316 | MIN | 10.00 | 16.00 | 2.00 | |||||
| MAX | 0.08 | 2.00 | 0.045 | 0.030 | 1.00 | 14.00 | 18.00 | 3.00 | |
| ASTM A403 WP316L | MIN | 10.00 | 16.00 | 2.00 | |||||
| MAX | 0.03 | 2.00 | 0.045 | 0.030 | 1.00 | 14.00 | 18.00 | 3.00 |
机械性能
| MATERIAL | ASTM A403 WP304 | ASTM A403 WP304L |
| T.S (MPA) | 515 min | 485 min |
| Y.S (MPA) | 205 min | 170 min |
| EL % | 28 min | 28 min |
| MATERIAL | ASTM A403 WP316 | ASTM A403 WP316L |
| T.S (MPA) | 515 min | 485 min |
| Y.S (MPA) | 205 min | 170 min |
| EL % | 28 min | 28 min |
该材质管帽的制造工艺注重表面质量控制,成型后需进行固溶处理(1010℃-1150℃水淬),以恢复不锈钢的耐腐蚀性能,表面粗糙度需达到 Ra≤6.3μm,避免介质附着导致腐蚀。检验方面,除常规的尺寸检测、水压试验外,还需进行晶间腐蚀试验(如 ASTM A262 E 法),确保在高温环境下不会发生晶间腐蚀开裂。

1、原材料检验与下料:
首先,对进场的钢板或钢管进行严格检验,确保其材质、尺寸及力学性能符合标准要求。检验合格后,使用切割设备(如等离子切割或线切割)将材料切割成计算好的圆形坯料。
2、加热与成型:
将坯料送入加热炉中进行均匀加热至预定温度(对于热成型工艺)。然后利用大型压力机,通过模具进行冲压拉伸,使坯料一次或多次成型为管帽的初步形状。
3、热处理:
成型后的管帽必须进行热处理(如正火或退火),以消除成型过程中产生的内应力,细化晶粒,恢复和改善材料的力学性能,使其符合ASME标准的规定。
4、坡口加工与尺寸精整:
在车床或专用坡口机上,对管帽的焊接端进行精加工,确保坡口角度、钝边尺寸以及端部外径等关键尺寸完全符合ASME B16.9标准的精密要求,为后续的焊接提供条件。
5、表面处理与最终检验:
对管帽进行喷砂或酸洗等表面处理,以清除氧化皮和杂质。然后进行质量检验,包括尺寸测量、外观检查,以及可能要求的无损检测(如UT、RT),确保每个管帽都质量合格,并打上标准要求的标识。
ASME B16.9 对焊管帽凭借其标准化设计、多材质适配性与可靠的密封性能,广泛应用于多个工业领域:
石油天然气行业:用于油气开采井口装置的终端封堵、长输管道的检修端点,以及炼油厂的催化裂化、加氢装置工艺管道;
化工行业:适配于酸碱溶液、有机溶剂输送管道,以及反应釜、储罐的进出口封堵;
电力行业:用于火电站、核电站的蒸汽管道、给水管道终端,以及凝汽器、换热器的连接端口;
食品医药行业:ASTM A403 不锈钢管帽因卫生级表面处理,可用于食品饮料输送、药品生产的无菌管道系统;
此外,在市政工程(城市燃气管道、自来水管道)、船舶制造(船舶压载水管道、燃油管道)、冶金行业(炼钢冷却水管道)等领域,ASME B16.9 对焊管帽也发挥着不可替代的密封作用。
ASME B16.9 对焊管帽作为工业管道系统的关键部件,其标准化的制造规范、严格的尺寸控制与多样化的材质选择,使其能够满足不同工况下的密封需求,为管道系统的安全、稳定运行提供了坚实保障。






